


联系我们

销售中心:中国江苏省常州市新北区旺角商务广场D座303-308
咨询热线:0519-85155560
业务电话:13651500603
企业邮箱:sun@ticsun.com
QQ:695677991
在树脂砂铸造的工艺中,一些大个铸件在浇铸后铁水凝固时间是不相等的,某些部位会存在热结点,这些热节点会产生热应力,造成铸件变形,裂纹等,疏松,冷隔,气孔等缺陷。为避免产生热节,一般会通过浇铸工艺、浇道结构的调整以及在热节处设置冷铁来消除热结的缺陷,使整个铸件的冷却符合顺序凝固的要求。
所以冷铁的使用对于消除热节缺陷的帮助很大,也是铸造企业常用的方式,但如果冷铁的表面水份含量太高,在
浇铸过程中同样会带来二次缺陷,所以高端铸件往往需要对冷铁表面进行烘干除湿处理。
铸造厂存在大量的冷却水,所以利用余热回收做烘干是一个节能有效的方案。

一:基本数据
冷铁架子尺寸1450*1150*1200mm,架子有3层,每层40块,每块重量23公斤,一车重量:2760公斤,含车架预计3000kg。一个烘房2车,共计6000公斤,5个烘房总重30吨。
二:总热量需求
冷铁从0度到50度,温升50计算所需热量
Q=0.46kJ/(kg.℃)*50*30000kg/3600=192kw

三、配置
1、配冷却水双源烘干机机1套,可使用电炉的冷却水,也可以切换空气源
2、配置变频除湿热泵一套
3、每个烘房配置4个轴流风机
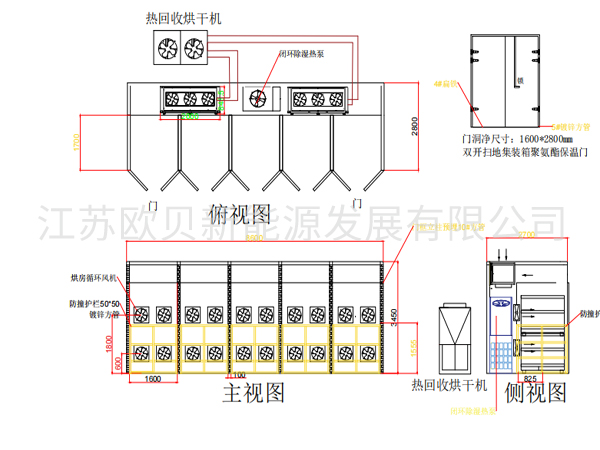
4、烘房尺寸长8600mm*深2750mm*高3450mm,每间烘房独立控制启停。
5、烘房内部三面焊接防撞护栏,护栏高度1500mm,材料为5#镀锌方管,烘房板与门框接触固定的立柱预埋10#方管,门框四周用5#方管包边。(见示意图)
四、能耗
每小时总的耗电量37KW,烘干时间满足2.5小时即能达到要求。
总耗电量=92.5kw*70%=64千瓦*0.8元/kwh=51元
原有天然气单次烘干耗气量26m³
费用=26*3.8元/m³=98.8元
节能率达到48%左右。
铸造行业是机械工业的耗能大户,能耗高、能源利用率低、污染严重、经济效益差等制约了铸造行业的发展。合理利用能源,大力抓好节约能源将是铸造行业的一项重要任务。


 关注微信公众号
关注微信公众号 关注我们
关注我们